


NEWS
新聞資訊
模具注塑成型中產品變形的影響因素
分類:
行業動態
2019/01/14 14:08
瀏覽量
【摘要】:
由此提出了對可應用的解決方案的分析,以便減少由實際工具行為的普遍接受的近似引入的不匹配,已經研究了兩種不同的方法。
刀具彎曲計算
提出的第一種方法考慮對整個工具進行建模并運行模擬,將工具本身視為插入,允許模擬軟件自行計算工具彎曲和對注入聚合物的相對影響。
從一開始就必須清楚,在這種方法中,在計算和預處理方面肯定需要更多的時間,結果強烈依賴于為核心位移計算和計算參數設置設置的邊界條件,這會影響計算的穩定性。
在本案例中,邊界條件如下:
- 與背板接口處的固定狀態
- 列上的圓柱條件
- 在分型面上的一側移動條件
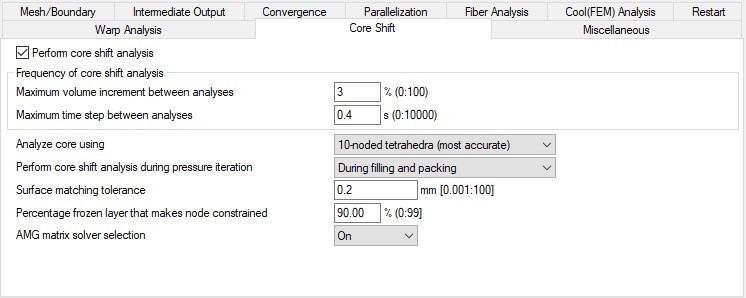
核心移位計算設置是根據建議標準的更新頻率來設置的。考慮10節點四面體模式,在填充和包裝期間執行計算。
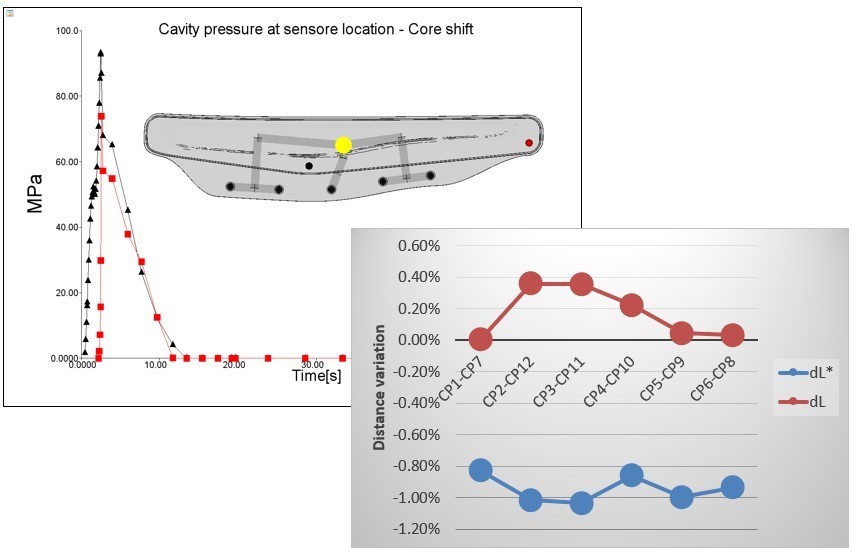
計算結果如下圖所示。可以清楚地看到,工具在外側區域偏轉更多,顯著增加了零件厚度,而在中間非常穩定。
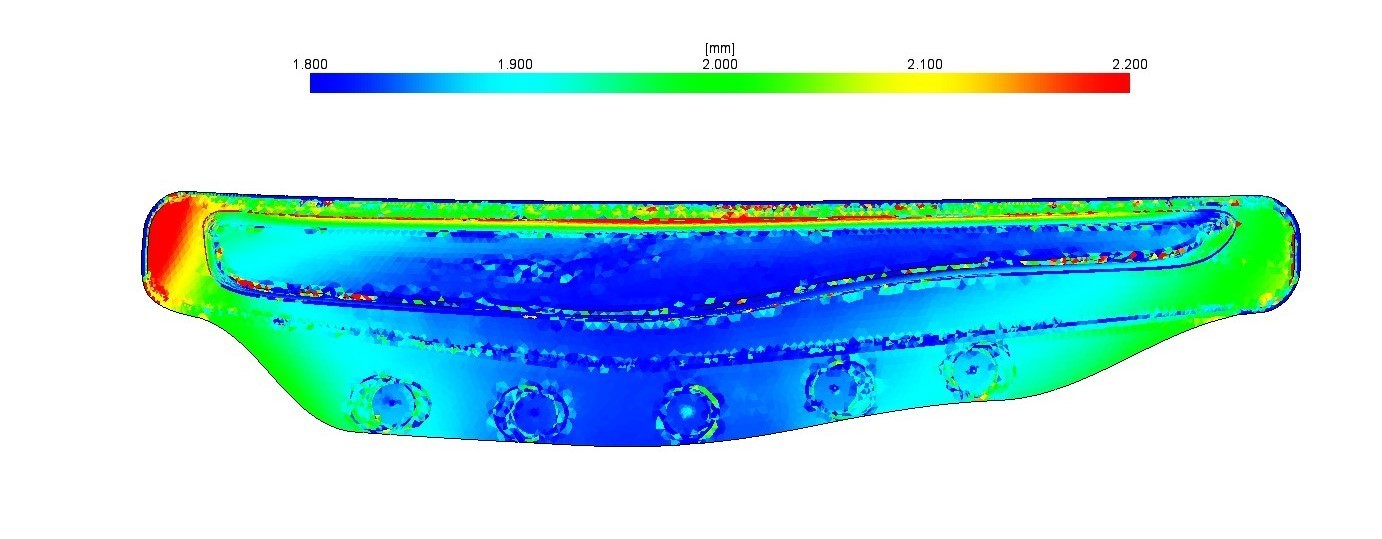
這種情況與實驗觀察完全相反,事實上在實際情況中,位于工具中間的傳感器A報告最大偏轉,因此最大厚度增加。
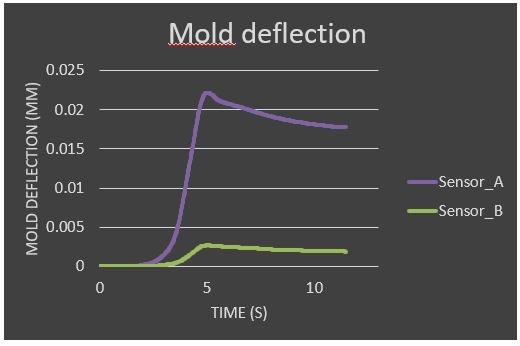
該實驗強調,由于所有工具組件之間的相互作用的復雜性,工具偏轉確實難以管理。
除此之外,結果還突出了另一個重要方面:刀具偏轉對壓力行為和偏轉都沒有任何影響。這是因為在核心位移計算的AutodeskMoldflow?2017.3模塊中,刀片和塑料部件之間的相互作用限于聚合物的冷凍時間,在此之后不再計算相互作用。
工具符合性方法
為了改善型腔壓力評估而研究的第二種方法包括通過激活Franco Costa博士提出和開發的AutodeskMoldflow?2017.3中的后門選項進行耦合流動分析和刀具偏轉。
該方法包括根據以下內容在模擬的每個時間步驟添加可變厚度Δt:Δt= Cm * Fclamp
如果Fclamp代表給定時間的夾緊力,Cm是模具柔量,其以mm /噸測量并且代表每個工具的特征。
該方法的基本思想是根據工具剛度的恒定因子,根據每個時刻的夾緊力值計算平均全局工具開度。
在該特定情況下,通過考慮由力傳感器測量的平均偏轉值來計算Cm值。
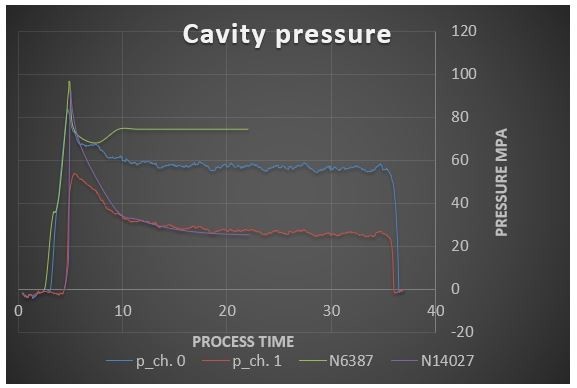
該方法已被證明是有效的,并且提供了一種在包裝階段考慮工具的回彈效應的簡單方法,有助于顯著減少模擬和實際模腔壓力之間的不匹配。
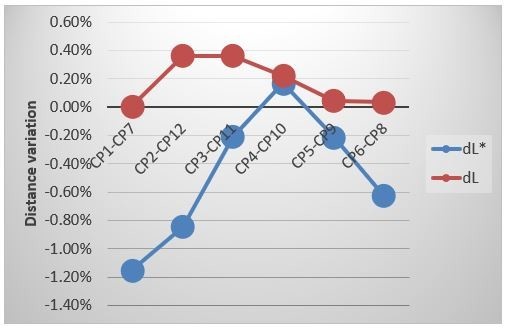
因此,整體偏轉預測結果也顯著改善,在某些點上達到非常好的匹配。 仍然存在一些變化但可能取決于除工具偏轉之外的其他因素并且需要單獨研究。
上一篇:
ALLROUNDER 902注塑機
塑膠制品吸塑片材的種類
下一篇: